

Har du någonsin undrat vad som krävs för att omvandla en enkel platt metallplåt till ett komplext, hållbart och perfekt integrerat hölje? Oavsett om du designar nästa generations medicintekniska produkter eller konstruerar automatiserade maskiner är det externa höljet lika viktigt som den interna elektroniken. Det avgör värmehantering, strukturell integritet och produktens totala livslängd.
På Huapusheng (HPS) tror vi att förståelse för tillverkningsprocessen ger ingenjörsteam möjlighet att designa bättre och mer kostnadseffektiva produkter. Låt oss djupdyka i de viktigaste plåttillverkningsprocesserna som förverkligar komplexa 3D CAD-modeller.
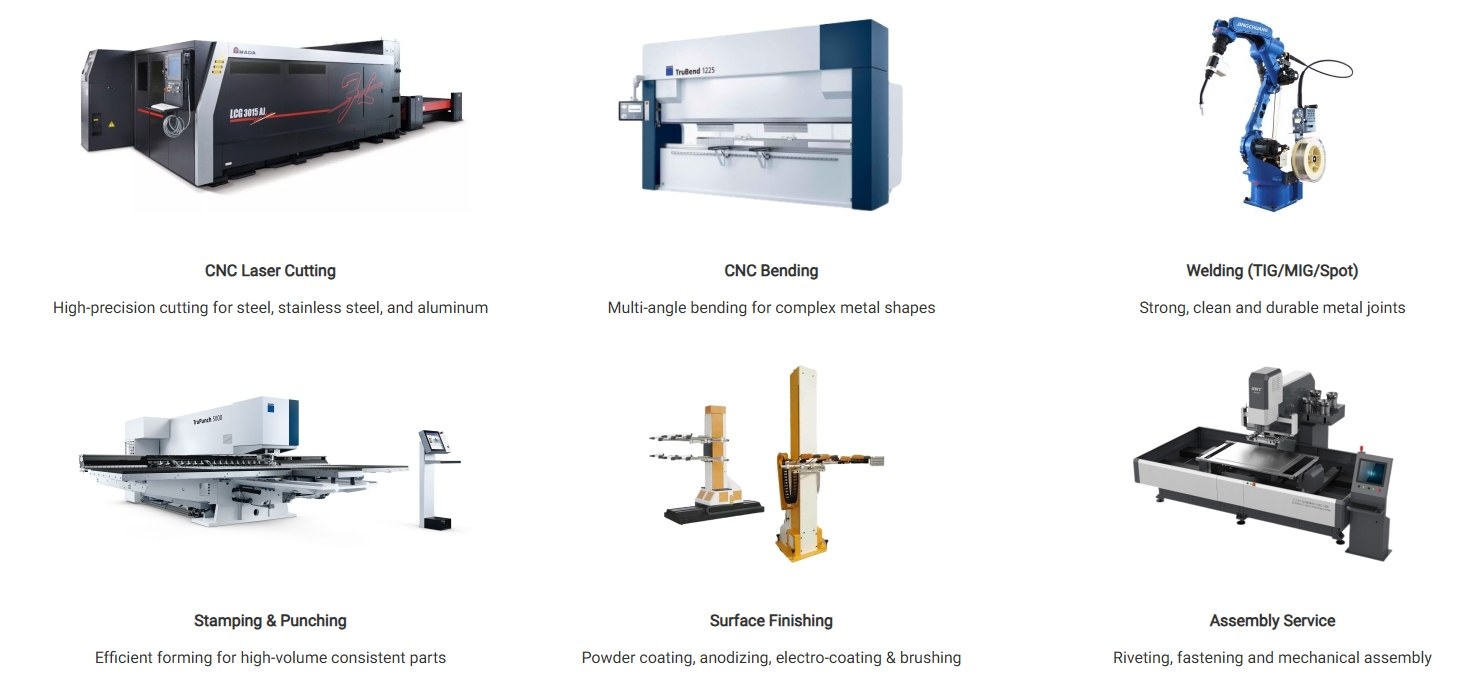
Resan börjar med "blankning" – att skära den plana metallplåten (som aluminium, rostfritt stål eller kallvalsat stål) till sin grundläggande form. Moderna högpresterande fiberlaserskärare skär igenom metall med extraordinär hastighet och noggrannhet, vilket lämnar släta kanter som kräver minimal gradning.
För delar som kräver komplicerade ventilationshål, specialanpassade lameller eller stansade detaljer används CNC-stansmaskiner. Dessa maskiner skapar effektivt komplexa matriser av mönster i en enda uppställning, vilket säkerställer perfekt luftflödesdynamik för värmegenererande elektroniska komponenter.
När det plana ämnet är förberett går det vidare till kantpressarna. CNC-bockning förlitar sig på avancerad programvara för att beräkna exakta böjningsavdrag och återfjädringsfaktorer baserat på det specifika materialets tjocklek och sträckgräns. Dimensionsnoggrannheten här är inte förhandlingsbar.
Till exempel, när man tillverkar en Anpassat rackmonterat plåtchassi För datacenter är otroligt snäva böjtoleranser det enda sättet att säkerställa att de interna moderkortsavstånden och de externa glidskenorna är felfritt justerade i ett standardserverrack. Även en millimeters avvikelse kan orsaka installationsfel.
Komplexa geometrier kan inte alltid vikas från ett enda kontinuerligt ark. Flerdelade konstruktioner kräver exakta sammanfogningstekniker. Beroende på material och mekaniska krav använder tekniker TIG (Tungsten Inert Gas), MIG (Metal Inert Gas) eller avancerad lasersvetsning.
Att uppnå djup svetsgenomträngning med minimal värmeförvrängning är en specialiserad färdighet. Denna strukturella integritet är absolut avgörande vid konstruktion av en Hölj för kraftig industriutrustning, som måste bära en betydande inre vikt och motstå de hårda vibrationer, damm och stötar som är typiska för fabriksmiljöer.
De sista stegen fokuserar på skydd, estetik och monteringsklarhet. Ytbehandlingar som industriell pulverlackering, klar- eller färganodisering och finborstning förhindrar korrosion och ger ett förstklassigt utseende.
Dessutom förvandlas en enkel metalllåda till en monteringsklar komponent genom att integrera hårdvara direkt i plåten – som att pressa in PEM-muttrar, försänkta pinnbultar eller skruvar –. För känslig testutrustning kan efterbehandling av en Instrumenthölje i aluminium med hög precision innebär ofta en kombination av slät borstning, exakt ledande maskering för elektrisk jordning och permanenta lasergraverade etiketter för tydlig portidentifiering.
För att hjälpa dig att förstå de tekniska gränserna för modern plåttillverkning, här är en översikt över standardbearbetningsparametrar och -funktioner:
| Tillverkningsprocess | Tekniska funktioner och alternativ |
|---|---|
| Materialalternativ | Aluminium (5052/6061), Rostfritt stål (304/316L), Kallvalsat stål, Koppar |
| Skärprecision | Laserskärningsprecision upp till +/- 0,05 mm; CNC-stansning för specialanpassade lameller. |
| Formningskapacitet | Fleraxliga CNC-kantpressar som hanterar tjocklekar från 1,0 mm till 5,0 mm+. |
| Hårdvaruinsättning | Förinstallerade PEM-muttrar, blindnitar, skruvar och specialanpassade distanser. |
| Ytbehandlingar | Sandblästring, finborstning, anodisering, pulverlackering, kemisk film (alodin). |
Tillverkning av en högkvalitativt metallhölje är en delikat balans mellan tunga maskiner, precisionsteknik och skickligt hantverk. Genom att förstå processerna för laserskärning, CNC-bockning, specialsvetsning och ytbehandling kan du designa produkter som är mer robusta, enklare att montera och visuellt slående. När du är redo att gå från en 3D CAD-modell till en fysisk prototyp, säkerställer samarbetet med en erfaren tillverkningsanläggning som HPS att din designavsikt förverkligas perfekt.





 IPv6 NÄTVERK STÖD
IPv6 NÄTVERK STÖD
Lämna ett meddelande
Skanna till Wechat :

Skanna till WhatsApp :

Hi! Click one of our members below to chat on

 English
English Français
Français Deutsch
Deutsch Русский
Русский Italiano
Italiano Español
Español Nederland
Nederland 日语
日语 한국어
한국어 Svenska
Svenska